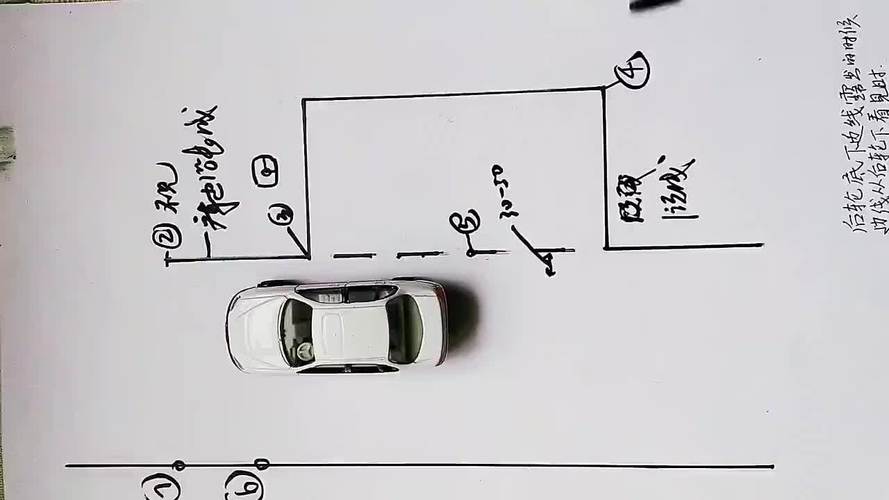
要想让铁屑沿小托板方向排出来,
1、带状切削有可能,带状切削是大家都不愿意看到的。
2、另外就是卷屑槽也是那个方向,那也是不可能的。
3、铁屑碰到对面孔壁再沿小托板方向出来,这样对已加工表面有影响,如果是粗加工就可以,方法是像外圆刀螺旋长屑的那种方式磨刀,卷屑槽要向小托板方向斜一点。
以上3种情况都不理想,只能是C型断屑或直接断屑才是最理想的,那就是卷屑槽稍微磨深一点,不要磨太宽。加工时切深不要太大,进给稍快一点,转速不要太高。
当然,有些材料是不太可能断屑的,比如铝合金棒材、纯铁。
对于塑料这样的很软的材料,最好用带状切屑,让它喷涌而出,直接喷到远处。